Blog
金屬3D列印怎麼做? 製程、成本與應用關鍵一次帶你看!

3D列印技術在台灣發展已久,隨著技術成熟,金屬3D列印 (Metal Additive Manufacturing) 已從原本的「原型開發」走向「終端產品製造」。特別是在航空航太、醫療植入物以及模具產業中,金屬3D列印已經可以解決傳統CNC加工無法克服的難題。但在金屬3D列印製程眾多,如雷射燒結、黏結劑噴射有何不同?如何評估金屬3D列印與CNC的成本效益?本文將深入剖析三大主流製程、材料特性以及影響價格的因素。
〈延伸閱讀:3D列印是什麼?3D列印技術與優勢大公開!〉
金屬3D列印的三大主流製程技術一次看
金屬3D列印是隨著粉末冶金技術MIM衍伸出來的,3D列印材料也是由粉末冶金的粉末所製作而成, 而目前在市場上成熟的金屬3D列印技術主要分為三類:鐳射粉末床熔融 (PBF)、黏結劑噴射 (BJT)、金屬熔融沉積 (FDM/FFF)。不同的製程決定了零件的密度、強度以及生產成本。,接下來就帶大家來了解每一種製成的特色。

1. 鐳射粉末床熔融技術(LB-PBF)
L-PBF (Laser Powder Bed Fusion),常被稱為 SLM (選擇性雷射熔融) 或 DMLS,是目前工業應用最廣泛的技術。雷射熔融金屬粉末技術,是運用高功率的光纖雷射將金屬粉末融化進行燒結,再由滾輪或是刮刀鋪平金屬粉末,由於粉末流動性差所以此技術困難點在於:如何實現完整燒結並考慮到溫度、光斑、鎮鏡進行配合。
金屬3D列印使用鐳射粉末床熔融技術出來的零件緻密度高,強度媲美鍛造,適合用於航空航太零件、模具異型水路及醫療植入物等高強度需求產品。目前峰群國際也採用此技術進行不鏽鋼與鋁合金的金屬3D列印代工服務。
.png)
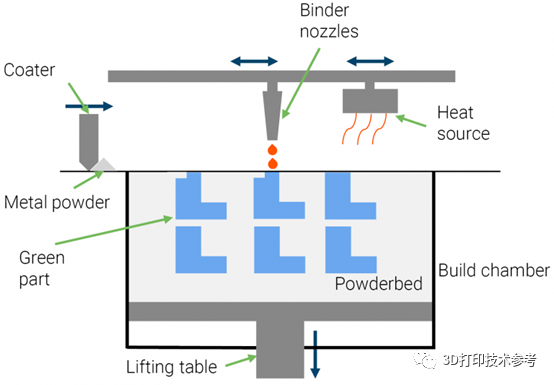
2. 黏結劑噴射成型技術(BJT)
黏結劑噴射成型技術類似於傳統的噴墨印表機。其作法是通過刮刀將金屬粉末鋪平後,使用噴頭將液態黏結劑噴射在金屬粉末上,層層堆疊並加熱固化。列印完成的粗胚(Green Part)結構較脆弱,必須再進行繁複的脫脂與高溫燒結(與傳統 MIM 粉末冶金做法相同),才能成為高強度的金屬實體。
這種金屬3D列印速度極快且無需印製支撐結構(未黏結的粉末本身即為支撐),非常適合小批量量產。雖然此技術被視為極具商業化量產潛力,但由於初期設備與耗材單價昂貴,加上燒結過程會產生體積收縮,導致尺寸較難控制。若要實施到可以商品化的階段,生產成本與設備成熟度仍是一大考量!
3. 金屬熔融沉積成型技術(FDM)
熔融沉積成型技術是通過熔融擠出並層層疊增的方式成型,和一般塑膠FDM的工藝過程相同,差異在於它使用的是混合了金屬粉末與高分子黏結劑的金屬線材,且對底板溫度、成型艙體與噴頭的規格要求更嚴格這種成型方式需透過以下3個製程動作才可以完成3D列印:
- 擠絲:將金屬絲依照著樣件切層進行擠出
- 脫脂:因線材內為樹酯與蠟加上金屬粉末所以需進行脫脂
- 燒結:脫脂後要再二次進入烤箱燒結後拔取支撐材
這種金屬3D列印技術設備成本最低,然而此方式因過程冗長且精度不佳,完成品的表面可能會出現堆疊紋路,通常用於製作外觀原型或非受力結構件,也較少用於高強度工業零件。
三大金屬列印製程比較表
| 比較項目 | 鐳射粉末床熔融 (SLM) | 黏結劑噴射 (BJT) | 金屬熔融沉積 (FDM) |
|---|---|---|---|
| 成型原理 | 雷射高溫熔融粉末 | 噴射黏結劑+後燒結 | 擠出金屬線材+後燒結 |
| 零件緻密度 | 極高 | 中等 | 較低 |
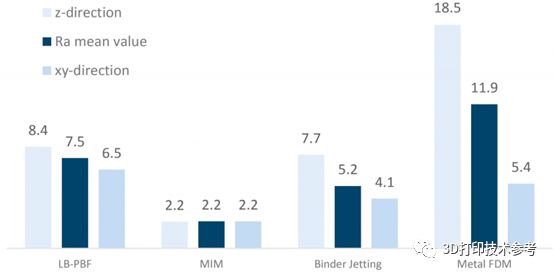
| 表面品質 (Ra) | 中 (5-10µm) | 優 (5-8µm) | 較粗 (10-20µm) |
| 尺寸精度 | 高 (±0.1-0.2mm) | 中 (受收縮率影響) | 低 (受收縮率影響) |
| 主要優勢 | 強度高、可直接使用 | 速度快、無需支撐 | 設備便宜、易操作 |
| 適用領域 | 模具水路、航太、醫療 | 小批量零件生產 | 原型打樣、治具 |
金屬3D列印 vs. CNC加工該如何選擇?
許多採購與工程師常會不知道金屬3D列印與 CNC加工該如何選擇, CNC 在大量生產與極高精度要求下仍具優勢,而金屬 3D 列印則在「複雜結構」與「少量多樣」上更有優勢。以下提供表格讓你清楚知道兩者的差異。
〈延伸閱讀:什麼是金屬3D列印模具?金屬3D列印技術的優勢與案例分析〉
〈延伸閱讀:金屬3D列印模具異型水路〉
金屬3D列印 vs. CNC加工
| 比較項目 | 金屬3D列印 (Additive) | CNC 加工 (Subtractive) |
|---|---|---|
| 幾何複雜度 | 極高 (可做中空、晶格、異型水路) | 受限於刀具路徑與夾持角度 |
| 材料浪費 | 低 (粉末可回收使用) | 高 (切削過程產生大量廢料) |
| 生產數量 | 適合樣品 (1-50件) 或客製化 | 適合中大量生產 (>100件) |
| 交期速度 | 快 (無需開模,24-48小時成型) | 慢 (需等待開模或治具架設) |
影響金屬3D列印品質與成本的關鍵因素
1. 材料的選擇與特性
不同的金屬粉末價格差異大,也會影響零件性能。目前市場上金屬3D列印主要材料包括:- 模具鋼 (MS1 / 1.2709):具極高硬度與韌性,專用於塑膠模具異型水路,可縮短冷卻時間,帶來更高的生產效益。
- 不鏽鋼 (316L / 17-4PH):耐腐蝕性佳,適用於食品工業、醫療器械及一般功能性零件,是成本相對親民的入門金屬材料。
- 鋁合金 (AlSi10Mg):輕量化首選,具有良好的導熱性,廣泛應用於汽機車零件與散熱器。粉末較便宜,金屬3D列印成本具優勢。
- 鈦合金 (Ti6Al4V):生物相容性高且強度重量比優異,是航太與醫療植入物的主流材料。粉末昂貴且列印時需嚴格控制惰性氣體環境,成本高昂。
- 鎳基合金 (Inconel 718):耐高溫抗氧化,適用於渦輪葉片、航太燃燒室等極端環境。
〈延伸閱讀:掌握Ti6Al4V關鍵技術!鈦合金3D金屬列印的最新發展〉
〈延伸閱讀:3D列印技術重塑腳踏車行業:從輕量化設計到定制創新〉
2. 金屬3D列印後的處理
金屬3D列印並非印完即用。由於列印過程中會產生極大的熱應力,若不進行處理,零件可能會變形或開裂。完整的工序包含:
- 熱處理 (Heat Treatment):消除內部殘留應力,調整硬度。
- 線切割 (Wire EDM):將零件從基板上精準取下。
- 支撐移除與表面處理:去除支撐結構,並進行噴砂或拋光以降低表面粗糙度 (原始 Ra 約 8-15µm)。
- CNC 二次加工:針對配合公差要求極高的孔位或平面進行精修。
〈延伸閱讀:3D列印價格如何計算? 這篇帶你了解3D列印計費標準與案例介紹〉
峰群國際金屬3D列印優勢與應用案例
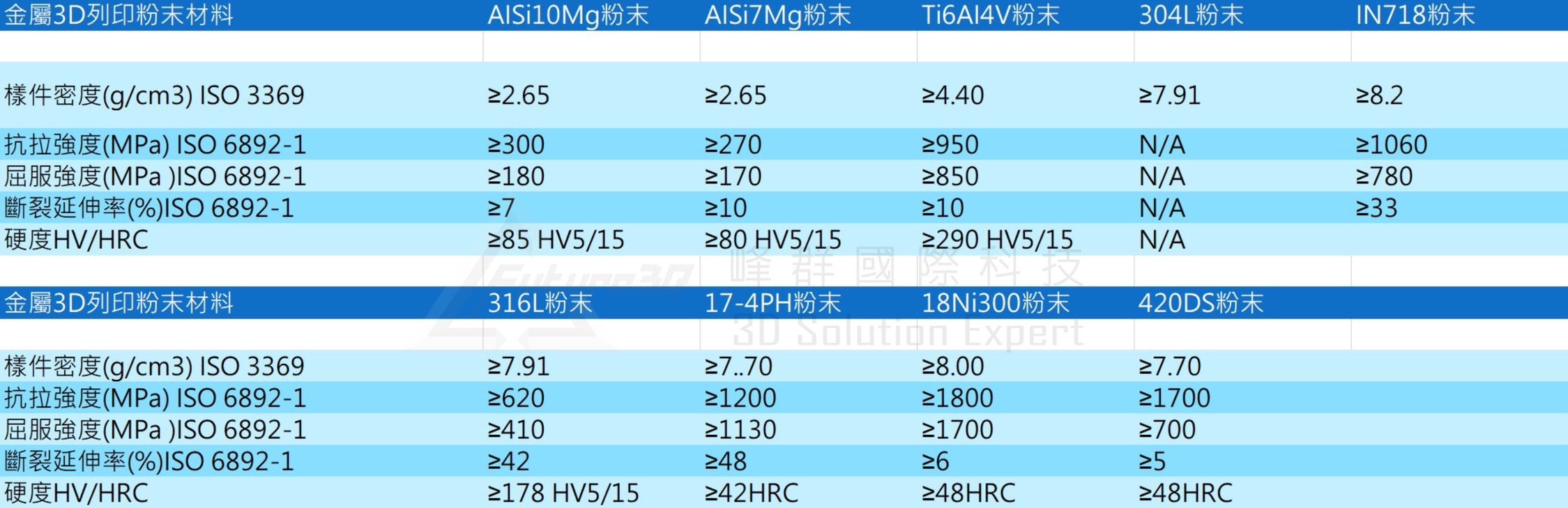
在峰群國際科技,我們不僅推動技術的創新,更致力於材料的革命。我們的塑膠與金屬3D列印材料系列,涵蓋了IN718、316L、17-4PH、MS1、IN625、TC4、AISi10Mg等多種高性能材料,為航空航太、汽車、醫療、模具、齒科、客製化消費品、高等教育等領域提供了無與倫比的解決方案。
材料特性的優勢
-
拉伸強度:我們的金屬3D列印材料在承受強力拉扯時展現出超凡的抗壓能力,確保每一個印製件都堅固耐用。
-
密度:輕巧而堅固,我們的材料能在不增加重量的情況下提供最大的強度和耐久性。
-
屈服強度:即使在極端壓力下,我們的材料也能保持其形狀和功能,證明了其卓越的品質。
材料特性表
行業應用
-
航空航太與汽車:為這些行業帶來更輕、更強、更靈活的部件製造方案。
-
醫療與齒科:提供高精度、生物相容性極佳的材料,用於醫療器械和定制齒科產品。
-
模具與消費品:我們的金屬3D列印材料能夠快速打造出各種複雜模具和個性化消費產品。
-
教育:在高等教育領域中,我們的材料為研究與創新提供了強有力的支持。
我們的承諾:在峰群國際科技,我們致力於提供綜合的積層製造技術解決方案,幫助客戶在高端零件直接製造、小批量客製化產品生產、快速原型製造、工裝夾具、金屬列印注塑模具、醫療器材等應用領域實現更快的發展。
〈延伸閱讀:純銅3D列印大突破,協助AI微流道散熱-列印光源比較〉
〈看更多資訊:金屬3D列印服務〉
結論
相信大家看完上述內容後,在此次的知識集中提了解到了不同種類製程的特色 ,也能因應著需求而有所選擇 ,峰群國際使用鐳射粉末床熔融技術(L-PBF)可提供模具鋼、不鏽鋼、鋁合金三種材料的金屬3D列印代工,擁有多年專業列印的經驗,若您有金屬列印的需求歡迎立即與我們聯繫!
〈延伸閱讀:什麼是工業級3D列印?一篇文章帶你快速了解〉
本篇文章內圖引用自【如何利用不同金属3D打印技术—FDM、BJ、L-PBF与MIM技术的比较】


陳佑維
投入3D列印領域超過10年,累積了豐富的金屬與塑膠列印實務經驗,從產品設計優化、材料挑選、製程規劃到量產導入都相當熟悉。過去也參與過航太、3C、醫療等高難度專案,能依照不同產業需求,提供更精準的客製化解決方案。結合峰群國際科技Future3D的3D列印代工、小批量生產、光學掃描與尺寸量測服務,能協助企業縮短開發時間、提升產品品質與製造效率,是值得信賴的3D列印合作夥伴。