Blog
金屬3D列印模具異型水路!一篇帶你看懂異型水路設計重點與使用場景
峰群國際科技(Future3D)是一家專注於金屬3D列印先進製程的科技公司。我們的金屬3D列印技術廣泛應用於模具、模仁,以及入仔異型水路的設計與製造。如果你對如何運用3D列印來優化水路設計有興趣,那麼這篇文章正是你所需要的。
異型水路是什麼?
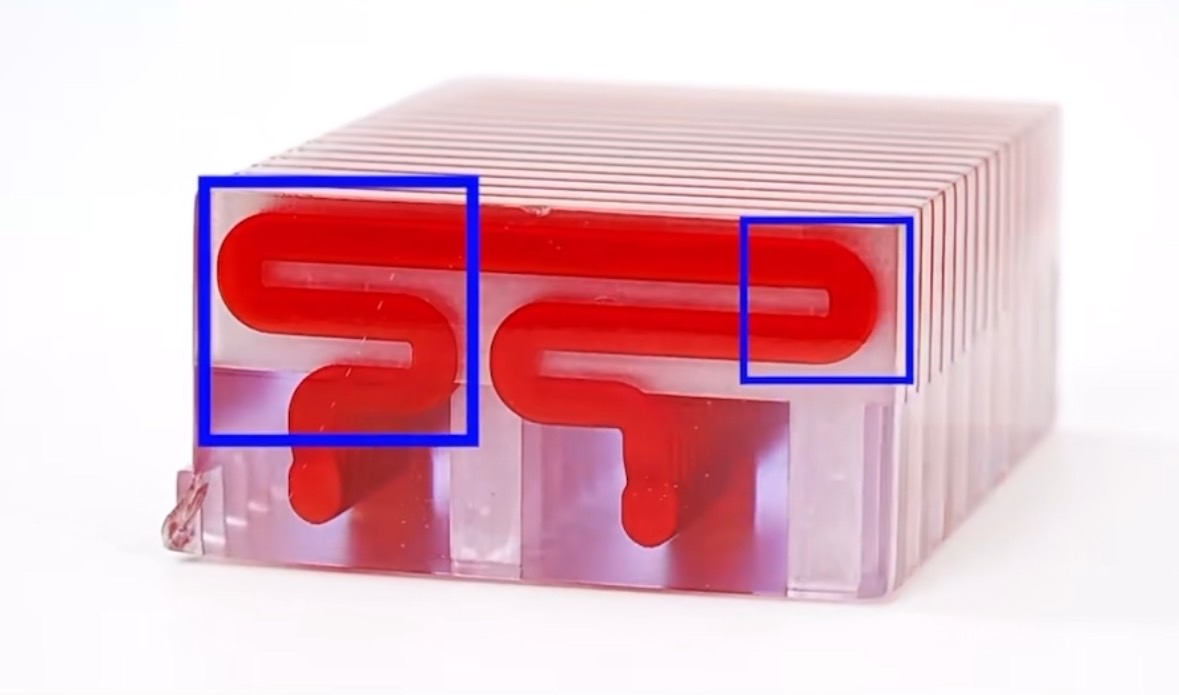
異型水路通常具有曲線、不規則或變化多端的形狀,模擬自然水體的行為和外觀,在射出成型過程中使用的非傳統複雜冷卻水路設計。這種水路可以更貼近產品輪廓,進而提高冷卻效率和均勻度,有助於減少製造週期和提高產品品質。異型水路的設計可以使用3D列印技術來製造,這使得水路設計更加複雜且靈活,能在傳統水路難以觸及的區域實現更有效的冷卻。
什麼樣的模具適合做3D金屬列印異型水路?
對於追求高生產效率和高產品良率的業者,3D金屬列印異型水路提供了一個絕佳的解決方案。這種先進的水路設計不僅能更精確地控制冷卻過程,還能根據產品需求進行高度定制。具體來說,那些具有複雜幾何形狀、需要精確冷卻或有特殊材料需求的模具都是適合運用3D列印技術的理想選擇。傳統的模具製造方法因為刀具加工的限制,往往難以實現複雜的水路設計。然而,3D金屬列印可以突破這一局限,實現幾乎任何形狀的水路。尤其在那些需要非線性或者三維空間中編織的複雜水路時,3D列印的水路效果為明顯。
〈延伸閱讀:金屬3D列印怎麼做? 製程關鍵因素一次帶你看!〉
.jpg)
水路形狀參考建議:
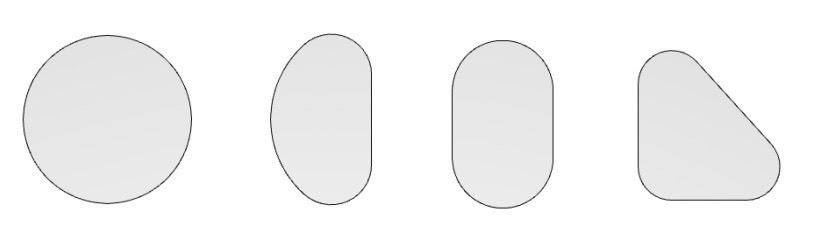
金屬3D列印異型水路應該如何設計?應該注意些什麼?
1.金屬列印異型水路編排方式-水路要沿著射出膠位型狀均勻排布
2.金屬列印異型水路形狀與長度-水路以圓形為優先,也可改為橢圓或三角形;長度需適中
一般3mm寬的水路流長需控制在500mm以下長度
一般6mm寬的水路流長需控制在1000mm以下長度
3.金屬列印異型水路轉角過度-水路截面需圓滑的過度,在設計時避免90度直角轉彎
4.金屬列印異型水路寬度-水路寬度不一定要等寬可以適度因應空間階段性過渡水路直徑
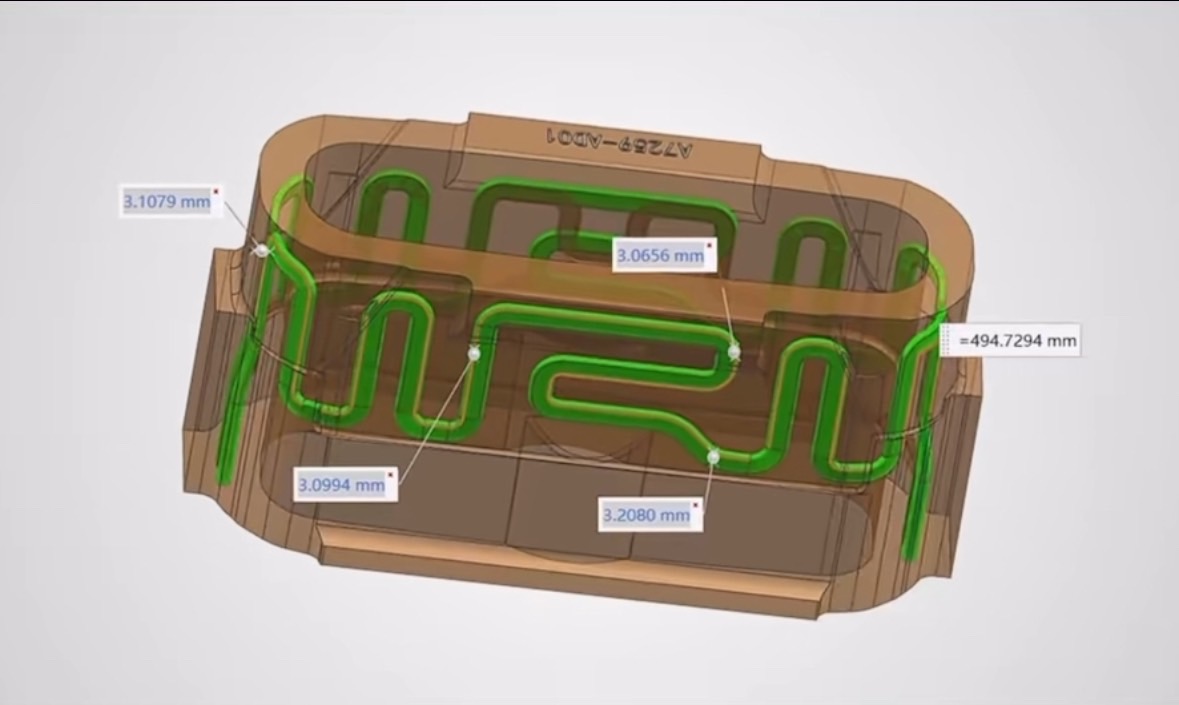
5.金屬列印異型水路距離模面(一般建議)-異型水路至少要距模面3-5mm,但這個距離可以根據模具的特定應用、設計和尺寸來調整
6.金屬列印異型水路距離模面(特殊狀況)-理想的距離可能介於0.5mm到1mm之間,但這取決於具體的應用和材料
7.金屬列印異型水路冷卻效率:冷卻效率與水路到模面的距離呈現一個指數性的關係。換句話說,冷卻效果隨著距離的增加而迅速下降。因此,水路應該儘量接近模面,但同時要確保不會對模具的結構強度造成威脅。
8.金屬列印異型水路模流分析:使用模流分析軟件來驗證你的水路設計。這可以幫助確定最佳的水路位置和流量,並預測冷卻效果。

改善塑膠件射出變形,不妨試試金屬3D列印鑲件
射出變形常見於塑膠模具,主要是因為模具溫度不均造成的。3D金屬列印異型水路由於能夠貼近模具的脫模面,使得冷卻更為均勻。這不僅可以減少熱應力,還能在一定程度上改善塑膠件的外觀和裝配精度,特別是對於那些易於出現變形的開口或平板部件。
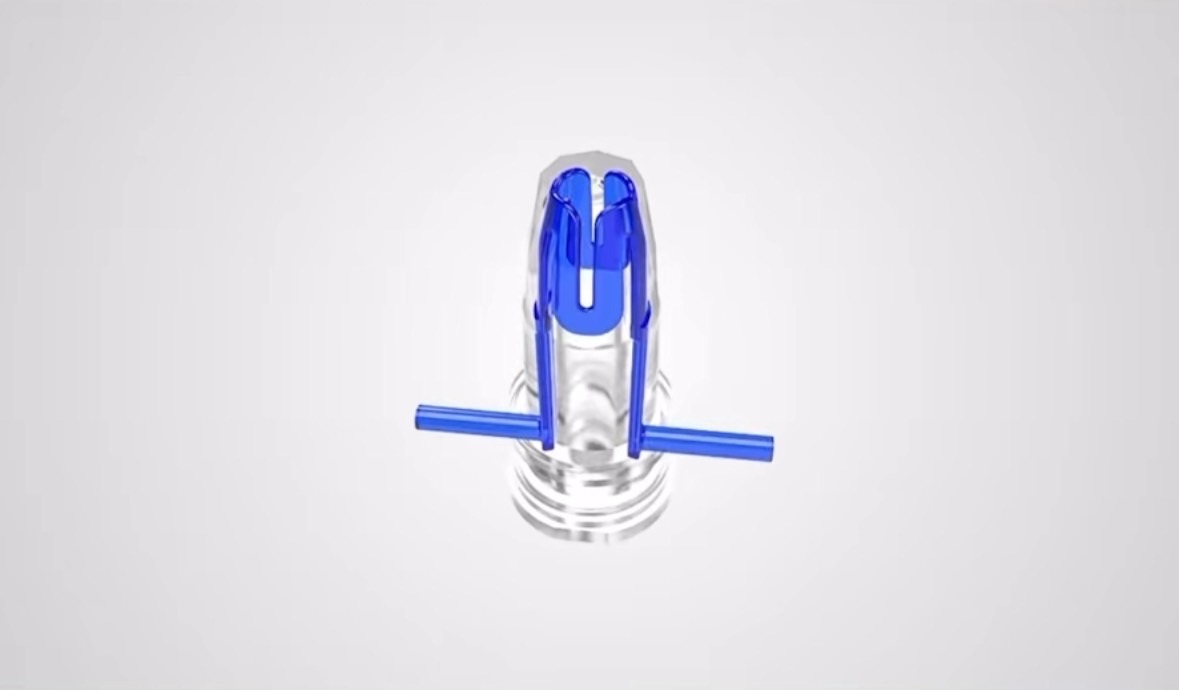
模具水路空間到達極限如何提升冷卻效益?
例如,我們曾處理過一個電動牙刷刷柄的模具,該模具內部非常細長,最窄處只有5.14mm。通過使用3D列印,我們擴大了水路直徑並增加了流量,使冷卻更為均勻。結果,產品的冷卻時間由19.5秒縮短到了13.2秒,效益提升了33%。
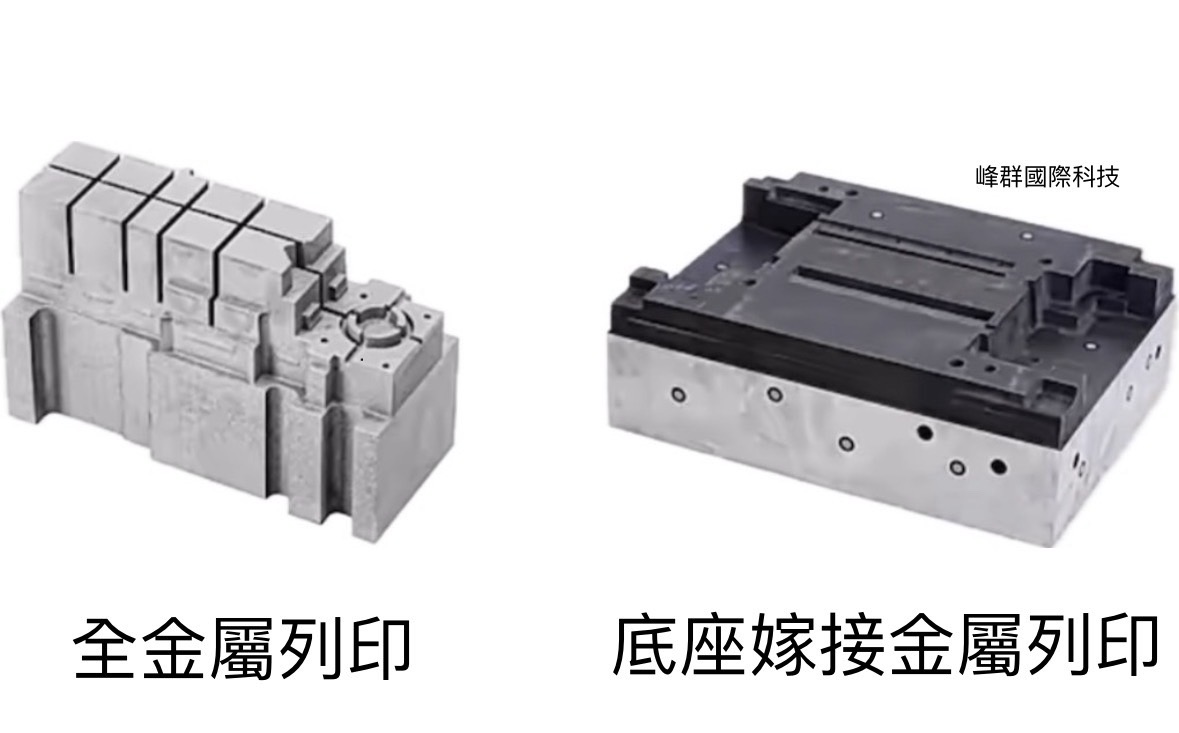
模具列印可以做全金屬列印或是嫁接金屬3D列印
全金屬列印和嫁接列印各有其適用場景和優勢。全金屬列印適合於工件小、交期緊迫、並需要全方位高效冷卻的項目。它可以保證整體水路的流暢,從而提高冷卻效果,縮短生產周期。相對地,嫁接列印是在一個已經加工好的基座上進行局部的3D列印,這種方法在材料成本和製造時間上可能更加經濟,特別是對於那些只需要局部冷卻優化的模具。
.png)
結語
峰群國際科技(Future3D)為您提供從模流分析到金屬3D異型水路設計和製造的一站式服務。我們的專家團隊擁有豐富的經驗和專業知識,能夠為您的特定需求提供量身定制的解決方案。如果您有更多問題或需求,歡迎隨時與我們聯絡。


陳佑維
投入3D列印領域超過10年,累積了豐富的金屬與塑膠列印實務經驗,從產品設計優化、材料挑選、製程規劃到量產導入都相當熟悉。過去也參與過航太、3C、醫療等高難度專案,能依照不同產業需求,提供更精準的客製化解決方案。結合峰群國際科技Future3D的3D列印代工、小批量生產、光學掃描與尺寸量測服務,能協助企業縮短開發時間、提升產品品質與製造效率,是值得信賴的3D列印合作夥伴。