Blog
3D列印機7個挑選重點快速看懂!

近年來3D列印技術發展愈趨成熟,不僅能夠使用的材料多元,不同的3D列印機種類也讓可投入應用的產業更加廣泛。本篇我們會告訴你常見的3D列印機種類有哪些,以及選購3D列印機之前,你需要先了解的7個挑選重點,現在就跟著我們一起往下看!
〈延伸閱讀:3D列印材料指南:最全面的3D列印材料介紹及選擇關鍵!〉
3D列印機有哪些?常見種類告訴你
3D列印機為人所熟知的除了高速的產出效率,還有多樣化的技術運用,並衍生出了不同的3D列印機種類。其中熱熔堆疊、光固化,以及多射流熔融等等都是常見的工業3D列印技術,以下我們會分別進行詳細說明。
〈延伸閱讀:3D列印是什麼?3D列印技術與優勢大公開!〉
熱融堆疊-FDM
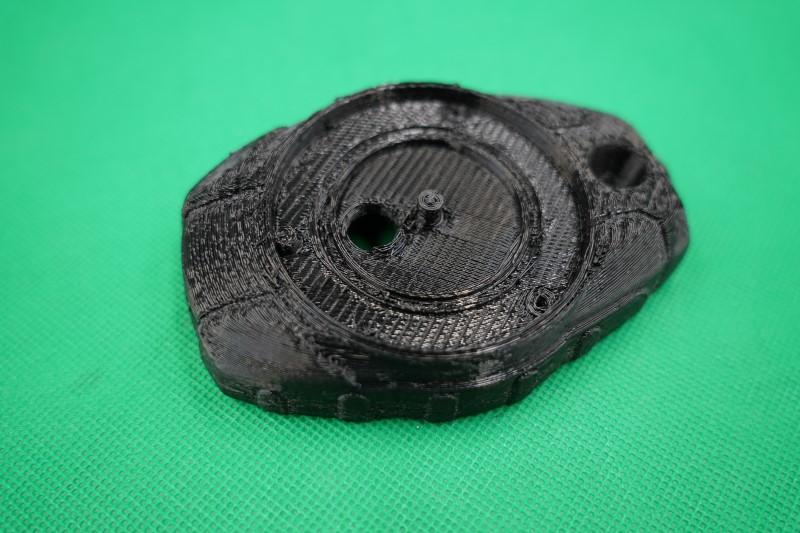
熱融堆疊 (FDM) 指的是熱融合沉積製造技術,又被稱為熱塑性噴墨列印,是目前最廣泛使用的3D列印機種類之一,原理是使用熱塑性材料來逐層堆疊、建構物體。
運用領域
FDM技術可被使用在眾多的工業領域,例如原型製造、功能性零件製造和定制生產等;而汽車、航空、醫療、消費品與工具製造等產業,都會經常運用到FDM列印技術。
特色
- 成本較低:FDM技術相對於其他3D列印技術,需要花費的設備和材料成本會較低一些,非常適合預算有限的企業。
- 多樣化材料運用:FDM技術可使用各式熱塑性材料,如PLA、ABS、PETG等,讓客戶根據不同應用需求來使用合適的材料。
- 較大的列印尺寸:FDM工業級3D列印機通常可以印製較大尺寸的物體,滿足各種大型生產需求。
- 好上手易操作:FDM列印機一般來說操作難度低、也比較容易上手,操作者可以很快的學會如何操作3D列印機、準備模型和設定列印參數。
〈延伸閱讀:什麼是工業級3D列印?一篇文章帶你快速了解〉
缺點
- 表面品質粗糙:由於FDM是採逐層堆疊建模,因此產品的表面品質會有比較明顯的粗糙與顆粒感,可能需要後續處理(如拋光)來改善外觀。
- 需後期處理:對於有懸空部分或垂直結構的產品,FDM列印可能需要添加支撐結構以防止物體塌陷,這些支撐結構後續需要進行清除,也會讓後期處理上較為麻煩。
- 精度較低:相較於其他3D列印機種類,FDM由於原理與技術上的限制,在列印精度的表現上會有比較大的限制,如果是有高精度需求的零件,就比較不適合使用FDM列印機。
光固化列印-SLA/DLP/LCD/Polyjet
光固化列印是一種使用紫外線(UV)光或其他光源來固化液體樹脂或材料的技術,並逐層堆疊形成物體。在使用3D列印機進行光固化列印時,光能會轉化為化學能,使液體材料固化。而光固化可以又分成SLA/DLP/LCD/Polyjet等常見類型,下列我們將逐一介紹。
〈延伸閱讀:光固化3D列印是什麼?一篇看懂光固化3D列印技術差異!〉
SLA
SLA是一種使用紫外線激光來固化液態光敏樹脂的光固化技術,3D列印機會逐層掃描樹脂的表面,使其在照射處固化,逐漸堆疊建構物件。
運用領域
SLA技術廣泛應用於快速原型製作,像是珠寶藝術品製造、醫療、建築、航太、工業製造或生物醫學,以及汽車工業都是可應用的領域。
特色
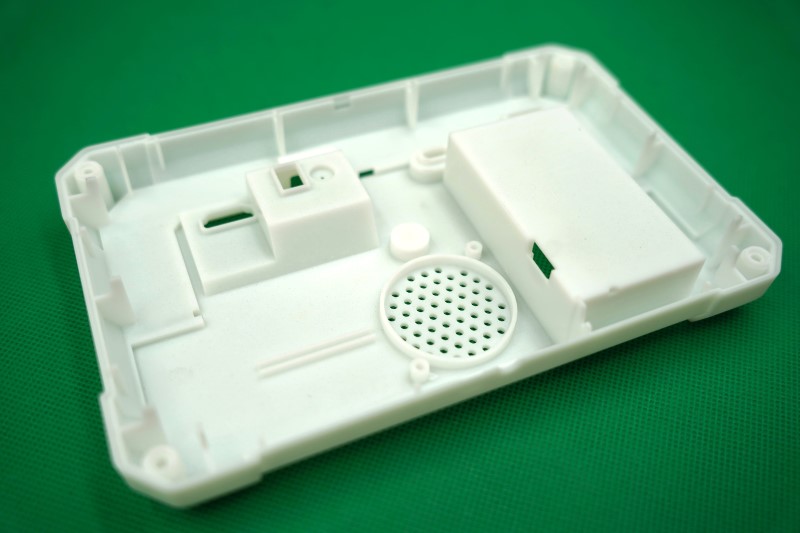
- 高精度和細節:SLA技術目前可以達到10微米,具備目前3D列印中頂尖的高精度細節,適合需要高精密度零件的產業。
- 光滑表面:受惠於高精度技術,使用SLA所打印的物體表面通常很光滑,不需太多後續處理。
- 多材料選擇:SLA目前在市場上有多種不同性能的光敏樹脂可供選擇,可以滿足豐富的應用需求。
- 列印體積大:相較於其他列印技術,SLA可列印的體積是最大的,實際高度或寬度可來到一米多。
缺點
真圓度不佳:與其他工業級技術相比之下,SLA技術的真圓度比較差一些,如果要製造圓弧精密度膠高的產品,可能會需要考慮其他列印方式。
DLP

DLP是使用DMD數位微鏡 (Digital Micromirror Device) 來進行快速光固化的3D列印機種類。簡單來說,DLP透過控制DMD的位置,將光束聚焦到光敏樹脂表面,讓產品逐層固化。
運用領域
DLP 3D列印技術應用領域多樣,從醫療、珠寶首飾到玩具等產業都可以看到DLP的蹤影。
特色
- 列印快速:DLP技術的光固化速度快,適合有量產需求的零件或產品。
- 高精度和細節:DLP與其他光固化技術一樣具備高精度和細節,但會略低於SLA,一般可達到50微米以下。
缺點
- 精度略遜於SLA:DLP雖具備一定精密度,但表面精密度仍遜於SLA,這代表有精度要求的狀況下,可能需要進行更多後續處理。
- 較小的列印體積:DLP列印機通常只適用於較小的列印體積,因其樣件尺寸精度差,較大的列印需求可能有變形風險。
LCD
採用LCD技術的3D列印機與其他光固化技術相比,主要特色在於LCD使用液晶顯示螢幕來控制光的通過,從而進行光固化。液態光敏樹脂會放置在螢幕下方,液晶顯示螢幕上的像素通過光束來控制樹脂的固化。
運用領域
LCD光固化技術一般常見於原型製作、工業模型、玩具和消費品等領域。
特色
- 列印快速:LCD技術的列印速度快、效率高,同樣適合量產需求。
- 成本低:相較於SLA以及DLP,LCD有著比較低的使用成本。
缺點
- 表面品質略差:LCD光固化的表面品質略差於SLA和DLP,並且某些狀況下可能有像素紋產生。
- 螢幕更換率高:LCD列印需要依賴液晶顯示螢幕來運作,需要比較頻繁的更換,通常500小時左右就需更換。
- 較小的列印體積:通常只適用於較小的列印體積,因其樣件尺寸精度差,較大的列印需求可能有變形風險。
PolyJet

PolyJet技術是使用多個噴嘴,將細小液滴的光敏樹脂塗在建造平台上,然後使用紫外線激光進行固化。3D列印機在列印過程中,擁有可同時使用多種不同顏色和材料的技術,能生產多材料的混合物。
運用領域
PolyJet技術廣泛應用於快速原型製作、模型製造、產品設計和零件組件製造等。
特色
- 高精度和細節:PolyJet技術能輕鬆印製100微米以下的高精度產品,使其適用於需要高精密度需求的產業。
- 多材料和多色彩:結合多材料的運用是PolyJet列印的一大特色,透過多種材料搭配使用,PolyJet技術可以快速製作出具有不同材料特性與紋理的複雜模型。
缺點
- 材料成本:PolyJet技術使用特殊的光敏樹脂和支撐材料,這些材料成本相對較高,可能會增加生產成本。
- 支撐結構:PolyJet技術在列印過程中,需要使用支撐材料來支撐懸空部分或者複雜幾何形狀,這些支撐結構需要手動清除,會增加後期處理的時間和工作量。
- 製造速度:PolyJet技術的列印速度相對較慢,特別是在打印複雜或大型模型時,需要更長的時間完成。
雷射粉末燒結
相較於其他3D列印機種類,雷射粉末燒結是一種先進的3D列印技術,近年常被用於製造金屬零件,並且在製造、航空、醫療等領域中都有運用,以下我們會說明2種主要的雷射粉末燒結技術:SLS與SLM。
〈延伸閱讀:金屬3D列印怎麼做? 製程關鍵因素一次帶你看!〉
SLS
SLS是使用激光束來熱燒結細小的粉末顆粒。3D列印機會均勻地鋪散一層粉末,然後使用高功率的激光束來局部加熱,將接觸點熔結在一起。逐層重複進行,最終形成完整的3D物體。
運用領域
SLS技術廣泛應用於原型製造、產品設計、零件製造等領域,非常適合用於製造複雜幾何形狀的零件。
特色
- 無需支撐結構:由於粉末在列印過程中相互支撐,無需添加支撐結構,可以減少後期處理的時間。
- 多材料選擇:SLS技術可使用多種材料,主要有尼龍或是塑膠,可應用於不同行業和應用需求。
缺點
表面品質較差:由於粉末的特性,SLS列印的表面通常比其他工業列印技術稍微粗糙一些,可能需要進行後續加工來改善表面品質。
SLM

SLM在原理上與SLS並沒有太大差異,主要的不同在於:SLM是使用激光來熔化金屬粉末,而非塑膠材質。
運用領域
SLM技術廣泛應用於航空航天、汽車、醫療和工業製造等領域,特別適用於生產具有高強度和耐磨性要求的金屬零件。
特色
- 金屬製造:SLM技術是使用金屬粉末,使其在工業製造和特殊應用中非常有價值。
- 高強度和耐磨性:由於是金屬材料,SLM製造的產品通常具有優異的強度和耐磨性。
缺點
- 成本高:SLM技術需要高功率的激光和金屬粉末,因此相對成本較高。
- 較小的列印體積:目前SLM工業級3D列印機的列印體積通常較小,無法列印較大的零件或產品。
多射流熔融-MJF

多射流熔融由惠普(HP)公司於2016年推出。也是近年兼具高效、高精度的3D列印機種類之一。MJF會使用多個噴嘴來進行光固化,其中一個噴嘴噴射光束到塗有光敏劑的粉末層上,將其局部加熱至熔融狀態。同時,另一個噴嘴會在同一層粉末上噴灑熱熔劑,加速熔融過程並改善層間黏合。
運用領域
MJF技術廣泛應用於航空航天、汽車、醫療和工業製造等領域。它特別適用於製造高強度、高密度的功能性零件和工程原型。
特色
- 快速列印速度:MJF技術的列印速度相對較快,特別適用於大量生產。
- 高精度和細節:MJF技術能夠實現高精確度和細節,擁有22微米內的精度,適用於需要高精密度的應用。
缺點
表面品質略差:由於粉末的特性,MJF列印的表面品質可能略差於一些高精密度技術,可能需要進行後續處理來改善。
3D列印機技術整理表
| 熱融堆疊 | 光固化列印 | 雷射粉末燒結 | 多射流熔融 | |
|---|---|---|---|---|
| 優勢 |
|
|
|
|
| 缺點 |
|
|
|
|
3D列印機挑選7重點
3D列印機百百種,該如何才能挑選適合的種類?下面我們整理了7個選擇3D列印機之前,建議先完整評估的重點,幫助你在打造3D列印的道路上走得更加順利!
應用需求
不同的產業對於產品的需求會有非常大的差異,且工業3D列印機的應用十分廣泛,建議先行了解哪些列印技術比較符合您產業的需求,才能做出正確的選擇!舉例來說,航空、汽車製造、醫療器械、工業設計等產業都是常見的3D列印機需求產業,有的需要高精度的幾何狀零件,有的對於高效的生產速度更為要求,那麼相對的適用的3D列印機種類也會有所不同。
生產效率
3D列印機通常某些情況下可以提供更高的生產效率。以汽車零件生產為例,傳統的汽車零件鑄造、機械加工等,由於需要手工測試,可能需要數天甚至數週的時間,但如果使用3D列印機生產,可以使用CAD軟體直接製作3D模型,機器便可自動進行列印。這可以大幅減少製作與調整的時間,並且不需要太多的人工操作,在這種狀況下,3D列印機可以很好的提升生產效率,但每個產業需求不同,這是需要事先評估的地方。
列印尺寸/成型空間
不同的3D列印機成型空間會有很大的落差。通常工業級3D列印機的成型空間,會比一般3D列印機大得多,這是因為工業應用往往需要製造較大尺寸的零件或模型。因此挑選機型的時候,3D列印機的成型空間是先行確認的項目之一。
操作便利性
工業3D列印機的操作便利與否,是影響生產效率的重要因素。如果有良好的操作便利性,可以大幅減少學習操作的時間。以下我們整理了幾個判斷3D列印機是否便於操作的指標:
1. 使用者友好的界面
工業3D列印機通常搭載直觀、使用者友好的操作界面。這些界面可能是顯示螢幕、觸控板或者電腦軟體,讓操作人員能夠輕鬆地控制列印機和調整參數。
2. 自動校準功能
為了確保3D列印機的正確運作,自動校準功能非常重要,不僅可以減少人工干預,也能確保列印機的準確與穩定性。
3.遠程監控和控制
在工業生產中,遠程監控和控制功能非常有利於生產管理和效率提升。使用者可以通過手機或電腦遠程監控列印機的運行狀態,並及時調整參數。
4. 軟硬體整合
優秀的工業3D列印機應該具有軟硬體的良好整合,軟體界面應該與列印機的硬體設置相符,使得使用者在操作上更為流暢。
精度&解析度
對於有高精密零件需求的客戶來說,確保3D列印機的精度、解析度是至關重要的。一般來說,如果列印精度可以達到100微米以下、誤差在±0.1%到±0.5%之間,就可以算是一台高精度&解析度的3D列印機。然而,精度與解析度越高,對於列印所需時間與成本也會有一定影響,這都是需要納入評估的部分。
材料選擇
工業級3D列印機一般具有高度的材料兼容性,可以使用多種不同類型的材料,但有的列印技術目前也可能比較侷限於單一的材料。舉例來說,如果你有金屬零件的印製需求,MJF由於可使用材料受限,就較不適合;而SLM列印機則可以優先考慮。
穩定&耐用性
工業級3D列印機通常需要長時間的運行,如果耐用性或是穩定性較差,相對也會帶來更高的生產成本,甚至會有良率不佳的風險。以下我們也提供幾個指標,來幫助你更好的判斷3D列印機是否具備好的穩定與耐用性:
- 品牌聲譽是否良好
- 了解過往使用者評價
- 有沒有完善的產品保固服務
- 有沒有提供一定期間的產品測試
結論
透過以上介紹,相信大家對於目前3D列印機的主要種類與技術,以及挑選3D列印機需要注意的幾個重點都有更多的了解!峰群國際科技擁有豐富的3D列印服務經驗,販售SLA、SLS、SLM等機型,銷售的設備也實際被用來代工製作,品質部份100%安心有保障,無論你有3D列印代工需求,或是想採購頂尖的3D列印機設備,我們都能提供您最專業的服務,現在就與我們聯繫!
〈延伸閱讀:3D 列印代工是什麼?一篇看懂技術優勢和常見應用!〉


陳佑維
投入3D列印領域超過10年,累積了豐富的金屬與塑膠列印實務經驗,從產品設計優化、材料挑選、製程規劃到量產導入都相當熟悉。過去也參與過航太、3C、醫療等高難度專案,能依照不同產業需求,提供更精準的客製化解決方案。結合峰群國際科技Future3D的3D列印代工、小批量生產、光學掃描與尺寸量測服務,能協助企業縮短開發時間、提升產品品質與製造效率,是值得信賴的3D列印合作夥伴。