FAQ
- 首頁
- 設計指南
- 3D列印圖面規範與設計指南
- DfAM(Design for Additive Manufacturing)金屬3D列印設計規則
DfAM(Design for Additive Manufacturing)金屬3D列印設計規則
隨著金屬3D列印技術(Metal Additive Manufacturing, Metal AM)邁向成熟階段,這項革新工藝正被廣泛導入複雜結構件、客製化小批量生產與尖端性能元件的製造領域。值得注意的是,若沿用傳統減材製造的設計思維,將難以釋放增材製程的真正潛能。正因如此,專為增材製造而生的設計方法學—DfAM(Design for Additive Manufacturing),已成為現代工程師與設計師必須掌握的核心競爭力。以下就和大家介紹DfAM的設計規則。
DfAM - 為增材製造而設計
DfAM(Design for Additive Manufacturing)為增材製造而設計,是針對3D列印(尤其是金屬與高階聚合物)所發展出的一套設計思維與方法。與傳統加工方式不同,DfAM強調設計時就考慮3D列印的特性與限制,從源頭優化零件的結構、功能與製程效率。簡單來說,DfAM就是:「不是先設計完再交給列印,而是為了列印而設計」。
DfAM 設計規則
每種加工技術都有其獨特的設計原則,金屬3D列印亦然。過往章節提及的過角度、擺放及支撐等,均為設計過程中必須細心考量的要素,這些也正是 DfAM 的重要核心。在金屬增材製造中,支撐的設計尤其關鍵,良好的DfAM策略可大幅提升列印成功率與零件品質。
在設計零件時,我們不僅需關注支撐結構本身,更要全面考慮支撐對零件整體品質的影響。透過結構設計的優化,既可以調節支撐的強度,也能在可能的情況下減少支撐的使用。本節將詳細介紹添加支撐的關鍵準則及在設計時需注意的結構細節。
〈延伸閱讀:金屬3D列印革命:引擎汽缸製造速度提升數倍,散熱性能卓越〉
1.1懸空
在增材製造特別是粉末床熔融技術中,需要特別關注的一類結構是過懸空結構。過懸空結構如果沒有適當的支撐,可能會因為已成型部分產生的殘留應力和下方粉末無法充分支撐上部組件而導致零件變形。添加支撐的目的就是為了解決這些過程中的問題,保證過懸空結構的可金屬3D列印性。
以下是不同過懸空量對金屬3D列印結果的影響(以不銹鋼為例):
-
當過懸空量小於1mm時,結構可以不添加支撐而直接金屬3D列印,且能保持良好的形狀。
-
當過懸空量大於1mm時,則需添加支撐。在實例中,1mm的過懸空結構雖然可以金屬3D列印出來,但其下表面會出現一定程度的不規則區域。
-
對於2mm的過懸空結構,如果不添加支撐,則無法成功金屬3D列印,或會出現明顯的塌陷現象。
通過添加支撐,即使是較大的過懸空結構也能被成功金屬3D列印。在設計支撐時,可以考慮不同類型的結構設計,如實例中展示的低懸空結構支撐、傾斜支撐和實體支撐等。
在進行金屬3D列印時,對於過懸空結構的一個基本考量是其過懸空量通常定義為1mm。需要注意的是,相同結構在不同的擺放角度下,其對過懸空區域的支撐需求也會有所不同。

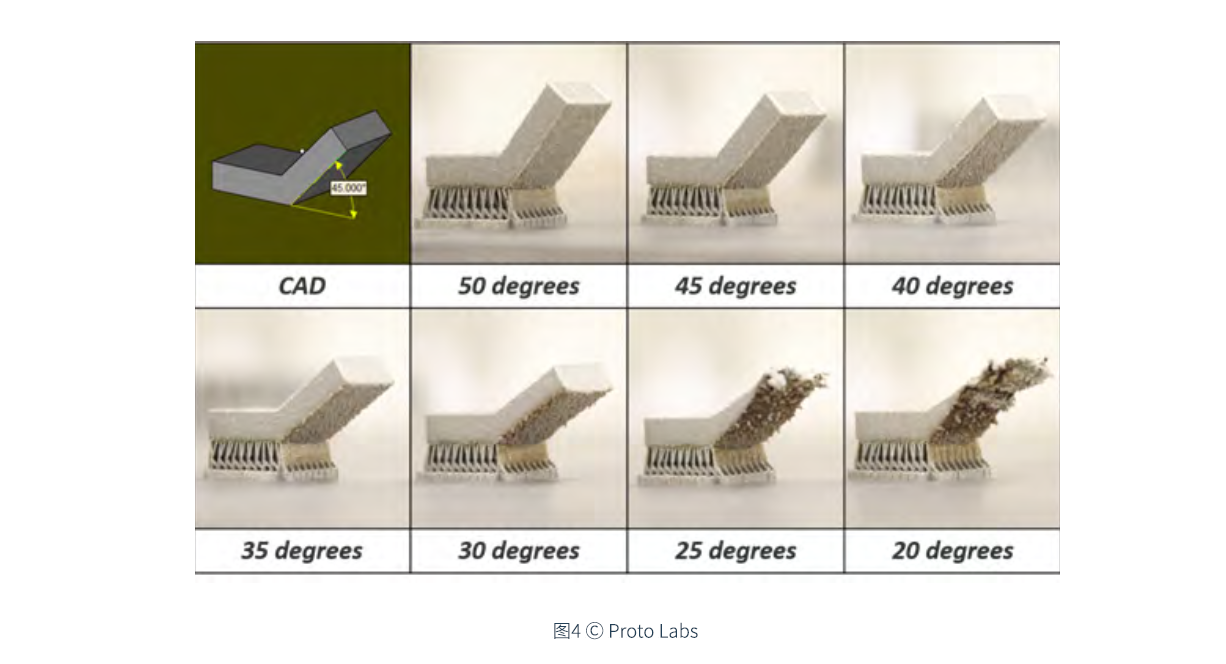
1.2金屬3D列印角度
關於金屬3D列印的規則關注於角度。經驗法則指出,當特征的水平方向夾角大於45°時,則不需要添加支撐。不過,這一規則可能會根據不同的材料或是不同的金屬3D列印機有所變化。
特征角度是指零件元素不需支撐即可加工的最小夾角。通常情況下,使用大於最小角度的角度,可以製造出表面質量更好的零件。這是因為朝下的表面通常比朝上的表面擁有較差的表面質量。當表面朝下的程度增加(越接近水平),表面質量就越差。在能量束聚焦處熔化材料後迅速冷卻,產生的皮膚力會使材料向上卷曲。而支撐則作為零件與成型平台之間的「橋樑」,用來抵抗這種向上的翹曲力。過度翹曲的區域可能會阻礙新一層的粉末正常鋪展,甚至可能卡住或損壞刮刀,超過一定程度的翹曲甚至可能導致金屬3D列印失敗。
.PNG)
直接在粉末床上打印零件,若不使用支撐作為熱量分散的橋梁,可能會導致零件表面質量變差。這是因為當激光掃描粉末床上的粉末時,疏松未熔化的粉末會因受熱而聚集並粘接在剛掃描未完全冷卻的零件表面上。缺乏支撐結構及時散發熱量,導致熱量積累,從而引起更嚴重的粉末粘結問題。如果斜面角度設置不合理,也會使零件的表面質量變差,嚴重時甚至可能損壞補粉裝置。
1.3 細柱狀與薄壁
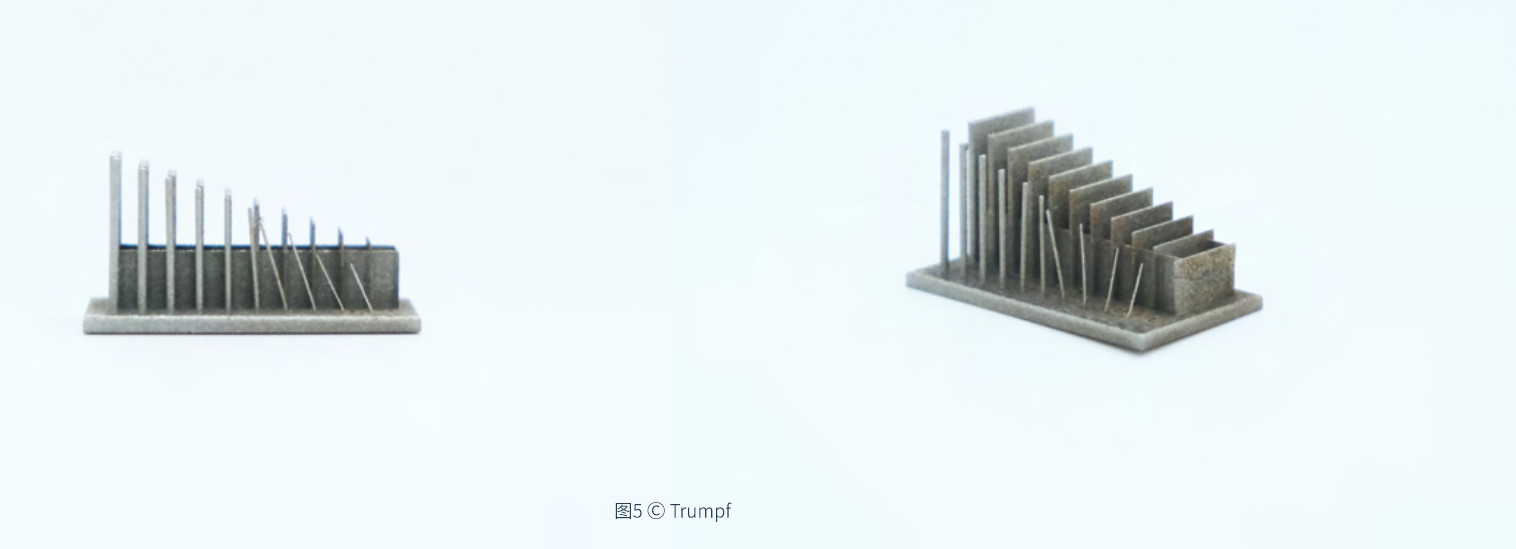
對於薄壁結構或細棒等細長結構,在打印過程中容易出現問題。如果較大面積的薄壁結構沒有在設計上加強,那麼在打印時很容易發生變形。從薄壁的壁厚或細棒的粗細來看,使用常規激光器打印時,最薄(最細)的結構大約是0.2mm。通過調整打印工藝,這個尺寸可以降低到約0.15mm左右。如果使用小光斑激光器,厚度甚至可以低於0.1mm。
此外,類似細棒型結構的穩定性還與其長度(長細比)相關。例如,直徑為1mm的細棒,在高度約8mm左右時,打印可以無異常,但如果想打印更高的結構,則可能在打印過程中發生變形。不同材料和打印設定,其允許的最大長細比也有所不同,一般認為長寬(長細)比大於8時,零件容易發生明顯變形。
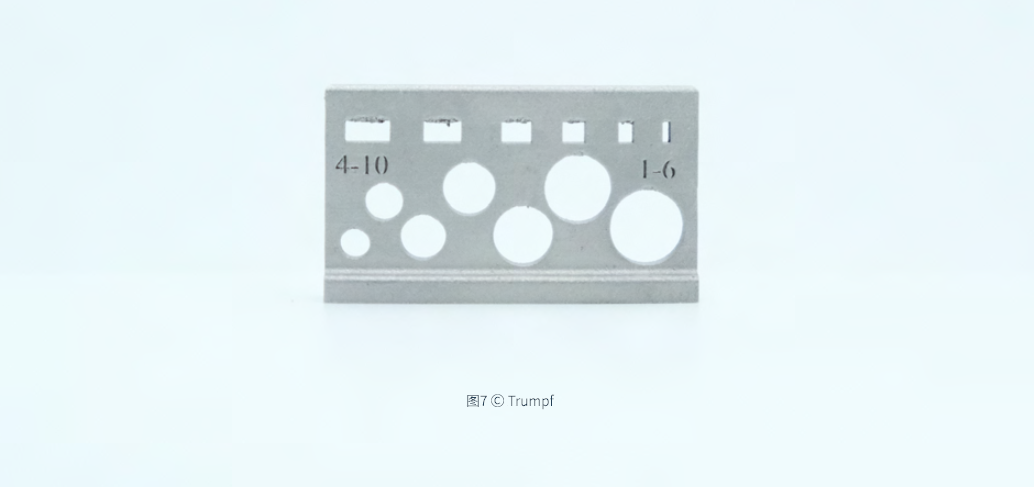
1.4列印間細距
在3D打印過程中,激光作為主要的加工「刀具」,其工作時的直徑為80微米。然而,考慮到熱影響區域的擴展,其有效直徑可能擴大到150微米至250微米。這一擴展受到原材料特性的影響,導致打印形成的結構邊緣會有粘連的粉末。此外,由於打印是一個熱過程,整個結構會在不同方向上產生收縮。結合這兩個因素,金屬3D打印能夠成型的最小間隙是有限制的。
如案例所示,最小的垂直孔徑約為0.4mm,最小縫隙也為0.4mm。隨著測試件高度的增加,可以觀察到0.4mm的垂直孔有輕微的「擠壓」現象,即孔徑變小,這是由於之前提到的在熱過程中產生的收縮所導致的。
〈延伸閱讀:革命性技術:峰群國際科技利用金屬3D列印重新定義鞋模咬花製造〉
.PNG)
打印的零件周圍被半燒結狀態的粉末包圍,因此需要預留足夠的空間進行噴砂(或其他後處理)以清理零件的縫隙和圓孔中殘留的粉末。對於較大的零件,這意味著需要預留更大的空間以便於將粉末徹底清除。一般而言,1mm的間隙足以對成型平台上的零件進行有效的熱隔離,但水平方向的槽寬和圓孔直徑的具體尺寸需要根據打印設定和材料的特性來確定,因為這些數值與打印參數、材料的相容性關係密切。同時,為了防止打印過程中出現應力集中,建議在內部的尖角處進行倒角處理。
1.5 懸空和孔
懸空結構是由兩個或多個特徵支撐,且底面平整朝下的結構。這些結構實際上是懸空設計準則的拓展,與之前提到的單懸空結構相比,懸空結構可以容納更大的「懸空」。
懸空結構的測試顯示:
- 1mm的懸空結構:沒有顯示明顯的異常。
- 2-4mm的懸空結構:可以看到一些變形。
- 5-6mm的懸空結構:下表面變形較多,但1-6mm的懸空結構仍可以成功打印。
水平圓孔的測試顯示:
- 4-7mm的圓孔:沒有顯示明顯的異常。
- 8mm的圓孔:出現了細小的下表面變形。
- 9-10mm水平孔:下表面變形區域進一步擴大。
這些觀察結果強調了,在進行增材製造設計時,充分考慮結構的尺寸和形狀對於確保打印質量和零件穩定性的重要性。透過適當的設計調整和參數選擇,可以有效地優化打印結果,減少變形並提高零件的整體性能。
〈延伸閱讀:未來製造震撼彈:當AI遇上金屬3D列印,揭開金屬3D列印設計無限可能的新紀元!〉
1.6 尖角

在尖角結構的3D打印過程中,由於光斑偏移的影響,其輪廓線往往會向內部收縮,導致部分結構無法被精確打印出來或是細節丟失。不同角度的尖角示例顯示,如果在打印時不使用額外的尖角優化措施,其尖角細節可能部分丟失,尖角變得略為鈍化。
2. 結構優化
對於金屬3D打印,前期的支撐設計是一個重要的步驟,需要經驗豐富的工程師進行。打印時支撐結構會消耗額外的原材料和時間,後處理時還需進行支撐去除工作,這可能會導致表面質量下降,甚至損壞零件。在零件設計中,通過對某些結構進行優化,可以減少對支撐的需求。本章節將介紹常見的結構優化方法。
2.1 懸空
對於懸空結構的優化,可以採用以下三種倒角方法來將懸空結構修改成可以自支撐的結構:
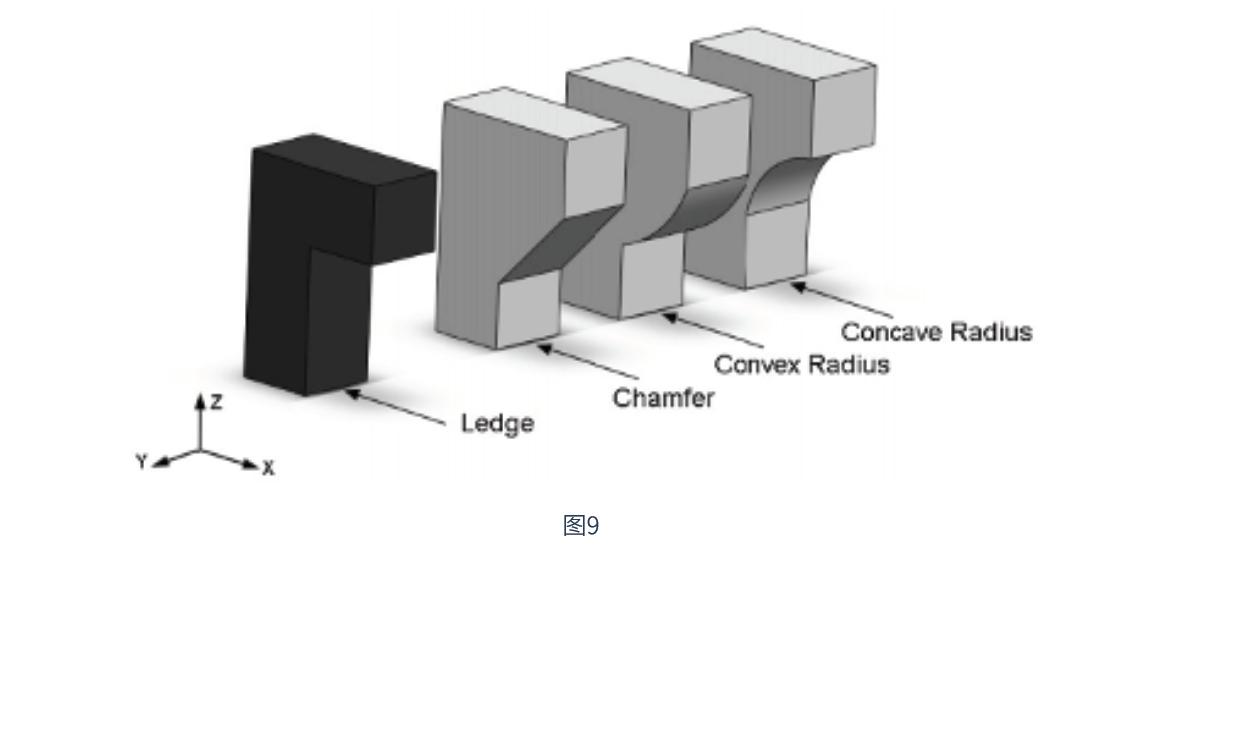
- Chamfer(直角倒角):透過將尖銳的直角轉變為斜面,來減少懸空結構的直接支撐需求。
- Convex radius(凸型圓角):將角落處改為凸出的圓角形狀,增加結構的自支撐能力。
- Concave radius(凹型圓角):通過在角落處設計凹入的圓角,以改善懸空的支撐情況。
透過這些優化措施,可以在不影響零件功能和美觀的前提下,有效減輕後續支撐去除的難度和提升零件的整體打印質量。
比較不同圓角結構打印後的表面狀況,我們可以觀察到:
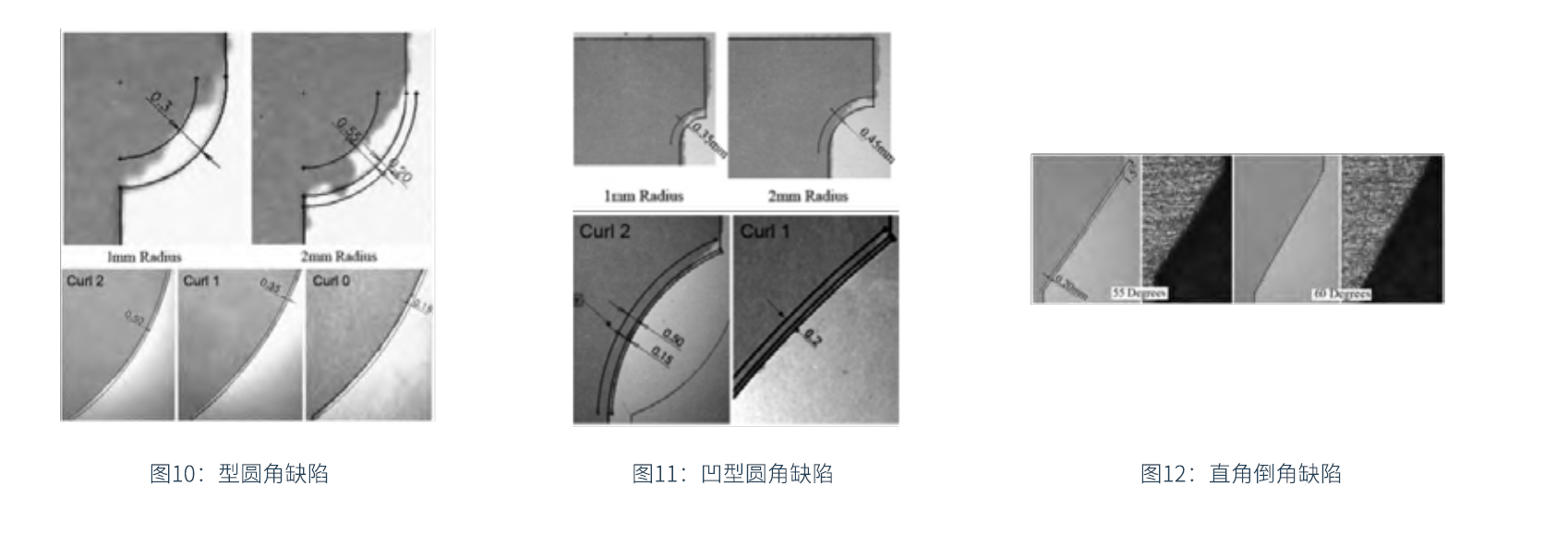
- 凸型或凹形圓角:對於懸空結構的打印有所幫助,但在其下方的粉末輪廓可能存在缺失,表現為過度燒結或未熔化的情況。
- 直角倒角:則展現出較好的下表面質量。
在優化懸空結構時,不同的倒角方法都能確保打印正常進行。如果對結構的完整性和表面質量有較高要求,推薦使用直角倒角進行結構優化;而在後期需要進行相應的後處理來去除添加的倒角時,三種角度的倒角方法均可選擇使用。這樣的優化不僅提升了打印效果,也為後續處理提供了更多的靈活性。
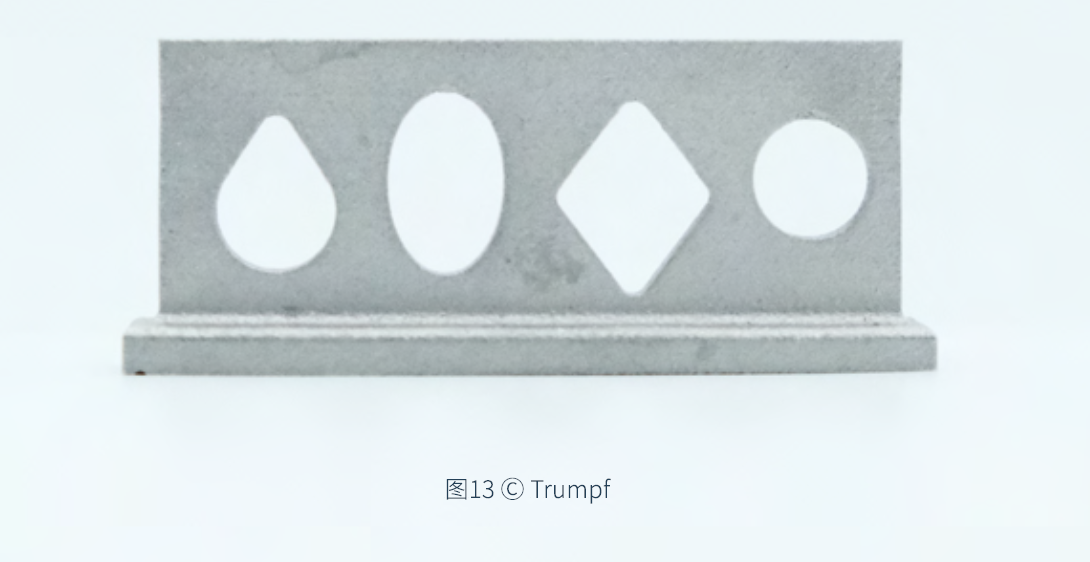
2.2 孔的狀形
在3D打印過程中,特別是對於直徑大於8mm的水平孔,建議添加支撐以確保打印質量。在添加支撐的同時,需要特別考慮到支撐的去除工作,因為從零件內部去除支撐往往比從外部更加困難。對於有曲線或彎曲的管道結構,從內部去除支撐尤其具有挑戰性。
對於孔的形狀優化,可以通過縮小孔徑或調整孔的結構來實現。將孔徑降低到8mm以下可以避免需要添加過多的支撐。對於孔的結構優化,推薦以下幾種設計:
-
沮滴形孔:沮滴形孔可以實現幾乎任何尺寸的打印,只要預留角度不小於最小自支撐角度。一般做法是將沮滴形孔的頂部切割成圓角,以避免應力集中。
-
橢圓形孔:當其長軸位於Z方向,且頂部是圓弧形狀時,橢圓形孔在高度是寬度的兩倍時,可以將橢圓孔的高度打印到約25mm。
-
菱形孔:頂部結構類似於沮滴形孔,菱形孔幾乎可以打印成任何尺寸。建議對孔內的角進行倒角處理,以避免應力集中。
這些優化設計不僅能夠提高零件的打印質量和穩定性,還能夠在後處理階段減輕去除支撐的難度,進一步提升整體製造效率。
2.3 邊緣收縮
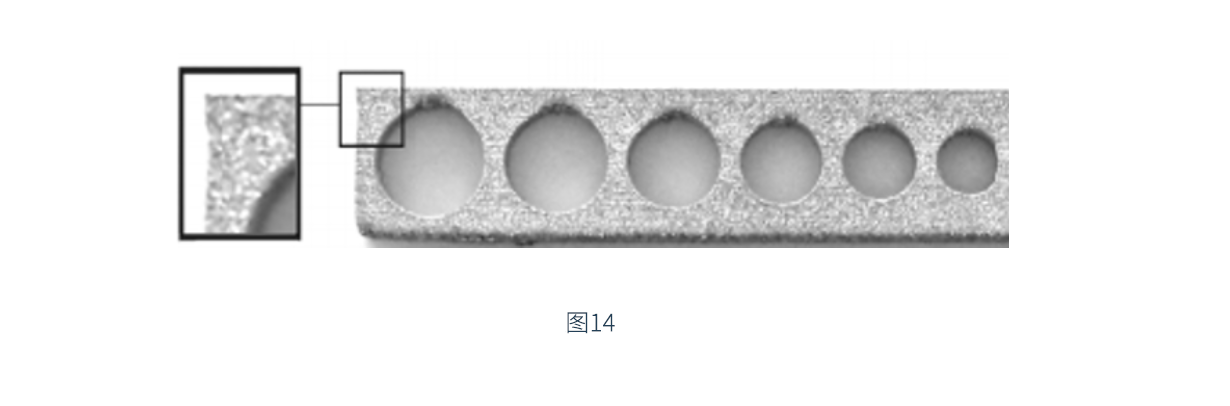

圖14展示的邊緣收縮現象,這種現象經常發生在零件截面變化的區域。在截面變化的區域,每層新增的材料都會收縮,導致結構向固定端收縮。隨著打印過程的進行,會出現不一致的收縮。從結構設計的角度考慮,處理這一問題的方法通常有:
-
對結構進行優化,減少大截面積的面積。如圖15所示的格柵零件,中間需要有縫隙,原始設計為最右端的零件。調整不同的內部結構後,靠近右邊第二個設計在頂部的變形最小。這是因為其中頂部小圓孔設計的引入,減少了頂部的截面面積,減弱了收縮時的力量,從而減少邊緣收縮。
-
對可能出現收縮的區域額外添加材料,之後利用後處理去除。如圖16所示,在零件左側預測會出現收縮的區域額外添加了材料,作為對比,右側沒有做材料添加。打印後,利用打磨或其他後處理方式,去除多餘的材料。
在探討金屬3D打印過程中的設計優化和支撐策略時,我們了解到懸空結構、孔的形狀、尖角以及邊緣收縮等都是關鍵考量因素。透過針對這些特定的挑戰採取適當的設計調整和支撐策略,可以顯著提高打印效率、降低後處理工作量並提升零件質量。
結構的優化不僅涉及減少必要的支撐結構,還包括對零件形狀和內部結構的細微調整,以適應金屬3D打印的特性。這包括但不限於利用倒角、調整孔徑、以及改變結構截面,以減輕打印過程中的應力集中和材料收縮對終產品質量的影響。
結論
隨著增材製造技術日益成熟,透過DfAM設計準則,企業能有效提升產品性能、降低成本、縮短開發週期,真正發揮增材製造的核心價值。在持續精進與創新的過程中,金屬3D列印的技術應用將持續拓展,為各行各業帶來更多可能。如果您對金屬3D列印有任何需求或想進一步了解技術應用,歡迎與我們聯繫,我們很樂意協助您打造更具競爭力的解決方案。
〈延伸閱讀:3D列印廠商怎麼選?4大3D列印廠商挑選重點〉